








|
|---|

| TEMA 1 LA EMPRESA |
| TEMA 2 CLASES DE EMPRESA |
| TEMA 3 EL ENTORNO DE LA EMPRESA |
| TEMA 4 DESARROLLO DE LA EMPRESA |
| TEMA 5 LA ORGANIZACIÓN Y DIRECCIÓN DE LA EMPRESA |
| TEMA 6 PRODUCCIÓN Y APROVISIONAMIENTO |
| 1 SISTEMAS DE PRODUCCIÓN |
| 2 PROVEEDORES |
| 4 TRANSPORTE DE MERCANCÍAS |
| 3 INCOTERMS |
| 6 PRODUCTIVIDAD |
| 7 EFICIENCIA TÉCNICA Y ECONÓMICA |
| 8 COSTES |
| 9 UMBRAL DE RENTABILIDAD |
| 10 COMPRAR O PRODUCIR |
| 11 ALMACÉN |
| 12 GESTIÓN DE INVENTARIOS |
| 13 VALORACIÓN DE EXISTENCIAS |
| 14 CALIDAD |
| TEMA 7 LA FUNCIÓN COMERCIAL |
| TEMA 8 LA INFORMACIÓN CONTABLE DE LA EMPRESA |
| TEMA 9 LA FUNCIÓN FINANCIERA |
La función de producción puede alcanzar los mismos resultados finales (productos) con diferentes condiciones iniciales (recursos) y a través de distintos caminos (o procesos productivos). De este modo, las necesidades del mercado se pueden satisfacer utilizando diferentes combinaciones de recursos y procesos de transformación, es decir, diferentes procesos de producción.
Se pueden clasificar los procesos productivos mediante dos criterios: según quien lleve a cabo las tareas o según la variedad y el volumen producido.
1.1. Procesos manuales.
Son realizados en su integridad por el esfuerzo humano. El hombre proporciona tanto la fuerza como el manejo de las herramientas. Para el trabajador supone un esfuerzo físico considerable y el producto obtenido no suele ser homogéneo, pero no por ello ha de resentirse la calidad. De hecho muchos consumidores están dispuestos a pagar más cuando en el producto consta “hand made” o “hecho a mano”.
1.2. Procesos mecánicos.
Su ejecución se comparte entre hombres y máquinas. La máquina proporciona la fuerza pero es el hombre el que maneja los útiles y herramientas. El trabajador no tiene que realizar tanto esfuerzo físico, pero tiene que manejar las máquinas.
1.3. Procesos automáticos.
La intervención del hombre se reduce al control y, a veces ni siquiera eso. Las máquinas proporcionan la fuerza y, además controlan otras máquinas y herramientas, de forma que el hombre se limita a programar y supervisar el aparato mecánico.
Cuando es necesario satisfacer las necesidades específicas de un cliente se realiza un proyecto concreto sobre el producto a realizar. Por ejemplo la construcción de una vivienda unifamiliar.

 Leciñena, el fabricante de remolques a medida AGO 2018
Leciñena, el fabricante de remolques a medida AGO 2018
Desde su creación en 1965, la firma aragonesa ha vendido más de 80.000 vehículos a clientes de todo el mundo. Tras superar un concurso de acreedores, su plantilla creció un 38% y sigue trabajando para reducir los plazos de entrega
Modelos de remolque y semirremolque de la compañía listos para su distribución. Leciñena
El fabricante de remolques con sede en Utebo, a 15 minutos de Zaragoza, comenzó a comercializar en 1975 el eje que lleva su nombre y que se ha convertido en uno de los referentes del mercado. En sus más de 50 años de existencia han distribuido más de 80.000 vehículos.
Sin embargo, el boom del eje Leciñena propició que desde el principio comenzase a competir con las grandes firmas nacionales. Más de 70.000 vehículos han incorporado este tipo de complemento, que soporta hasta una carga de 13.000 kilos cada uno. Aun así, en Leciñena apuestan por la humildad y por no destacar ninguno de sus productos. “Nuestra filosofía es que el orgullo generalmente no corresponde con el más vendido, producimos bajo demanda y nos identificamos con la palabra proyecto”, afirma Fernández Alba.
Lo cierto es que, a pesar de la fama de su eje, Leciñena cuenta con otros hitos en su historia. En 1996 fue una de las primeras firmas españolas que basó la fabricación de vehículos en el aluminio como elemento resistente. Y en 2002 fue el primer fabricante de Europa que implementó el configurador SAP –un software que permite a las empresas optimizar y gestionar mejor sus recursos–, lo que posteriormente sería copiado por su competencia.
Leciñena cerró el balance de 2017 con un aumento del 32% de su facturación, hasta alcanzar los 8,4 millones de euros. Además, tras abandonar el proceso concursal y pasar a manos de la sociedad Melgasal, incrementó su plantilla en un 38,4%, hasta los 80 trabajadores. También se produjo un cambio en la directiva tras la adquisición por parte de Melgasal, y afectó a la estructura organizativa, buscando aumentar la agilidad en la toma de decisiones y hacer más eficiente a la plantilla. El año pasado, la firma aragonesa fabricó 232 vehículos y, entre sus previsiones, esperan aumentar la producción en un 50%.
La producción artesanal y la producción por lotes se caracterizan por fabricar un volumen pequeño de una amplia variedad de productos. En general, la producción por lotes se distingue de la artesanal por el mayor tamaño del lote, el menor surtido de productos y la relación más estrecha entre las actividades necesarias.
Las diferentes actividades a las que ha de ser sometido cada lote de productos se encuentran agrupadas y localizadas en unidades técnicamente homogéneas. Estas unidades reciben el nombre de talleres, secciones o centros de trabajo (por ejemplo, sección de soldadura donde se realizan todas las operaciones de soldadura que deben recibir los productos de los diferentes lotes). La materia prima o los componentes de los distintos lotes pasan por algunos o por todos los talleres donde se realiza la operación correspondiente. De esta forma, un lote de un determinado tipo de productos puede pasar varias veces por el mismo taller si se necesita realizar varias veces la misma operación (por ejemplo, cuando es preciso soldar antes y después del montaje, el lote de productos pasa por la sección de soldadura, posteriormente se desplaza a la sección de montaje y, una vez finalizada esta operación, vuelve a la sección de soldadura).
Un ejemplo típico de esta configuración suele encontrarse en una carpintería que produce diferentes tipos de muebles. Es normal encontrar en la carpintería distintas secciones o centros de trabajo (sección 1 dedicada al pulido, barnizado y lacado; sección 2 donde se realiza el cortado de la madera, y sección 3 en la que se realizan las operaciones de montaje de los productos). Cuando la empresa va a fabricar un lote, o un solo artículo, de mesas, de sillas o de armarios, los diferentes lotes pasarán por los distintos talleres donde se realizarán las operaciones correspondientes. El lote entrará por sección 1, cuando haya finalizado la operación sobre todos los artículos del lote pasará a la sección 2, de aquí a la sección 3 y volverá a la sección 1 para el barnizado y lacado final.
Como puede observarse, este tipo de producción requiere maquinaria y mano de obra muy flexible, que pueda dedicarse a la fabricación de productos bastante distintos en pequeñas cantidades. En consecuencia, la maquinaria suele ser de uso general y los trabajadores cualificados.
Los problemas que puede encontrarse la dirección de producción son muy variados. Puede ocurrir, por ejemplo, que una sección o centro de trabajo opere a un ritmo más lento que las demás secciones o tenga una capacidad inferior. Este centro de trabajo representará un cuello de botella en la producción al ir acumulando los productos o componentes realizados por la sección anterior, al mismo tiempo que la sección siguiente espera material para ser procesado, esto es, se encuentra con capacidad ociosa.
En general, los sistemas productivos con esta configuración suelen emplear maquinaria en la mayoría de las actividades (relativamente mecanizadas) y tienen una amplia variedad de productos (producción múltiple).
La producción en línea o en masa está formada por un número muy elevado de máquinas y trabajadores que fabrican muchas unidades de cada producto, siendo la variedad de productos muy reducida.
La denominación utilizada para nombrar este sistema de producción deriva de la forma en que son dispuestas las distintas operaciones que han de realizarse en cada producto. Las máquinas y los centros de trabajo están alineados unos a continuación de otros, de forma que cada producto va atravesando los sucesivos puestos de trabajo en los que se lleva a cabo la operación correspondiente hasta que se obtiene el producto final. Puede suceder que para obtener un determinado tipo de productos no se necesiten realizar todas las operaciones de la línea. En este caso, la fabricación de ese producto saltará esa operación, pero manteniendo la producción el carácter secuencial.
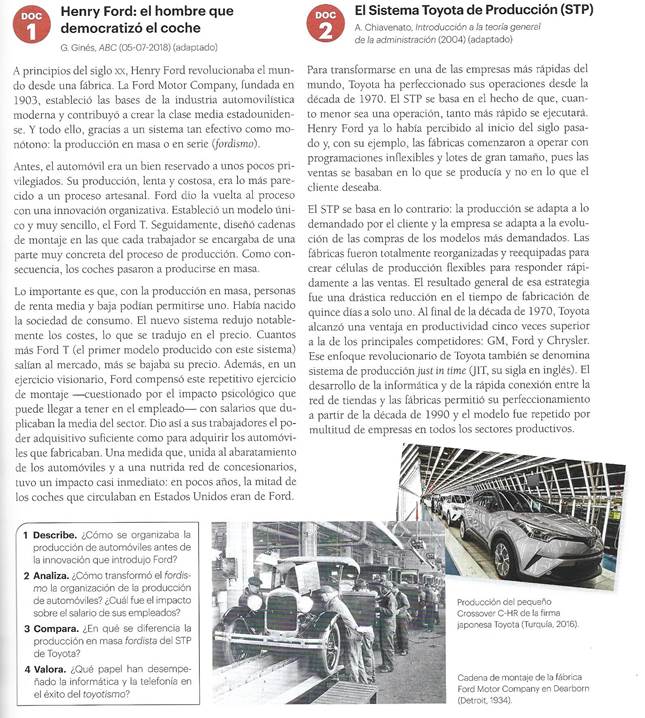
El ejemplo más típico y conocido de este tipo de configuración productiva es la cadena de montaje, utilizada por primera vez en la industria del automóvil a principios de siglo. Hasta esa fecha, los automóviles se construían acudiendo los distintos operarios hasta un lugar determinado donde se realizaban todas las actividades de montaje necesarias para la obtención del vehículo. La cadena de montaje implica una solución inversa, pues mantiene fijos a los trabajadores que desarrollan las distintas actividades y se desplaza el automóvil al que los obreros van incorporando las distintas piezas. Para ello, en los primeros tiempos, el automóvil (chasis) estaba montado en un carro que era arrastrado por un cable. Cada vez que los trabajadores que realizaban una actividad finalizaban ésta, el carro era arrastrado hasta el puesto de trabajo siguiente.
Como puede deducirse, la producción en línea implica una elevada especialización de los trabajadores que se concentran en realizar una única operación, normalmente muy rutinaria. La maquinaria que se emplea también es especializada y algunas actividades se encuentran, actualmente, altamente automatizadas, con escasa participación del trabajador en la ejecución de la tarea.
Resumiendo, este proceso conlleva una producción múltiple, aunque menos variada que en el caso anterior y se encuentra muy mecanizado con algunas actividades altamente automatizadas.
La especialización y la división del trabajo se han incrementado a lo largo de la historia y efectivamente han conseguido el aumento de la eficiencia económica, aunque en ocasiones, cuando se ha llevado al extremo, ha provocado también problemas de tipo psicológico en los trabajadores, obligados a realizar operaciones rutinarias durante toda la jornada laboral. Esta problemática, que se pone de manifiesto especialmente en las cadenas de montaje industriales, es la que aborda la magistral película de Charles Chaplin "Tiempos Modernos":
Modelo japonés de gestión de la cadena de producción centrado en la minimización de pérdiddas y maximización de la creación de valor para el cliente.
La metodología Lean Manufacturing persigue mejorar los procesos productivos, maximizar la eficacia y reducir al máximo aquellos procesos o recursos innecesarios o que no están aportando valor para el consumidor o cliente. Para ello, Lean Manufacturing define 5 pasos esenciales conocidos como las 5S del Lean Manufacturing por su significado en japonés.
Las 5S del Lean Manufacturing
Seiri, clasificar
Este paso implica la identificación de aquellos recursos necesarios e innecesarios para de esta forma poder eliminar aquello que no está aportando valor al cliente.
Seiton, ordenar
Una vez se han clasificado todos los elementos y recursos es necesario ordenar los materiales para de esta forma poder localizarlos fácilmente. Este proceso ayudará además a liberar espacio.
Seiso, limpiar
En esta etapa se eliminarán todas aquellos puntos que están generando suciedad. El objetivo es mantener espacios limpios y ordenados que faciliten la mejora de la productividad.
Seiketsu, estandarizar
El objetivo en esta etapa es estandarizar las medidas de clasificación, ordenación y limpieza. Con esta estandarización se persigue que todos los miembros adopten estas medidas.
Shitsuke, mantener
Una vez que se han adoptado estas medidas y se ha logrado una estandarización, el siguiente paso es mantener este nivel y conformar una rutina.
Tal vez, las 5S te parezcan poco tangibles o poco trasladables a la gestión de una empresa, pero veremos cómo en realidad las 5S del Lean Manufacturing pueden resumirse en “¿cuáles de nuestros esfuerzos están creando valor y cuáles son un despilfarro?”
Fuente: https://asana.com/es/resources/lean-startup
El sistema Just‑ln‑Time es una manera de gestionar la producción y el abastecimiento que se basa en producir sólo cuando existe una demanda por parte de un cliente o una orden de fabricación. No se produce, por tanto, para incrementar las existencias en el almacén para su futura venta.
El ]ust in Time (más conocido simplemente por sus siglas JIT) es un nuevo término utilizado en el área de producción y significa literalmente justo a tiempo. Su nombre define claramente la finalidad del concepto: obtener (por fabricación o ensamblado) los productos terminados en el preciso momento de la venta o distribución al cliente, sin dejar pasar ningún intervalo de tiempo entre la finalización de su proceso y la entrega del producto. Esta filosofía se aplica en cada uno de los niveles de la producción: cada operación o etapa debe estar finalizada justo a tiempo para iniciar la operación siguiente, ni antes, ni después.
Un punto básico de la filosofía JIT es el tiempo. Se trata de un proceso de mejora continua, pues no se busca soluciones puntuales a corto plazo, sino mecanismos que optimicen continuamente la producción.
El J.I.T. fue desarrollado dentro de la fábrica Toyota. Es apropiado para mercados de lento crecimiento y surgió de la necesidad de fabricar muchos tipos de automóviles, en pequeñas cantidades, con el mismo proceso de producción.
El proceso justo a tiempo se caracteriza, al igual que la producción en masa, por satisfacer la demanda de los mercados de masas, pero, en lugar de fabricar grandes lotes de una pequeña variedad de productos, fabrica pequeños lotes de una gran variedad de productos. La fabricación en pequeños lotes es muy eficaz para mercados estancados o de lento crecimiento con clientes exigentes en cuanto a niveles de calidad y plazos de entrega que, además, suelen demandar productos personalizados.
Resumiendo: El sistema justo a tiempo consiste en producir, en todas las fases del proceso de fabricación, lo que se necesita, en el momento adecuado y únicamente la cantidad requerida en cada caso, Además, no sólo responde al reto de la diversidad de productos, también permite alcanzar otras dos importantes ventajas competitivas: producir productos de elevada calidad y reducir el tiempo del ciclo completo de producción (lead time), por lo que puede responder más rápidamente a los cambios del mercado.
Por tanto, el justo a tiempo es un sistema basado en la demanda, En cada operación se produce tan sólo lo necesario para satisfacer la demanda del producto de que se trate, lo cual contrasta con el sistema tradicional en grandes lotes, que siguiendo un programa de producción fijo se adelanta a la demanda del mercado.
El sistema justo a tiempo sólo puede funcionar eficazmente si fabrica productos de elevada calidad. Para ello, el control de calidad recae en los operarios, que también se ocupan de las tareas elementales de mantenimiento (revisión, lubricación, engrase, entre otras).
El barco representa la fábrica que intenta realizar su función de producción. El peligro latente para el barco radica en las grandes rocas del fondo del agua que pueden ocasionar que encalle, La solución para el barco es navegar por zonas donde el nivel del agua sea lo suficientemente elevado para mantener una distancia considerable entre las rocas y el casco de la embarcación.
Estas rocas se traducen en una serie de problemas (averías de máquinas, defectos en las piezas, retrasos en los plazos de entrega, despilfarros en general, etc.) que afectan la producción de forma que ésta puede sucumbir por falta de competitividad en el mercado (encallar).
Solución habitual: Aumentar el nivel del agua que representa el del inventario. La ventaja de esta opción radica en que ahora los problemas no pueden afectar el proceso de producción, pero existe un nuevo inconveniente: ya no vemos las rocas y no sabemos cuáles son los problemas.
Solución del JIT: eliminar los problemas fundamentales. ¿Qué problemas, si no podemos verlos? El JIT reduce los inventarios para dejar al descubierto los problemas, de manera que eliminemos las rocas del fondo y no sea necesaria tanta profundidad para poder garantizar la seguridad del barco, y por analogía, de la empresa.
Al eliminar los inventarios surge la necesidad de responder rápidamente a los problemas, lo que requiere que los propios trabajadores de la línea sean capaces de solucionarlos, y por tanto, deben estar formados para ello.
La campaña de Harley hacia el justo a tiempo
El negocio de motocicletas de Harley Davidson estaba contra las cuerdas cuando empezó a considerar seriamente la fabricación justo a tiempo.
En sus esfuerzos iniciales, Harley se equivocó al seguir un enfoque legalista en el intento de unir a los proveedores a un sistema justo a tiempo. Se utilizaron contratos de 35 páginas dedicados a detallar las obligaciones de los proveedores con Harley. Cuando pasados los meses, sólo habían firmado unas pocas compañías, Harley cambió a acuerdos más informales (con contratos de 2 páginas). Como se dio cuenta de que necesitaba dar algunos pasos para mejorar las relaciones con los proveedores, grupos de sus compradores e ingenieros visitaron a los proveedores. Empezaron simplificando y perfeccionando los diseños y ayudaron a los proveedores a reducir el tiempo de preparación entre trabajos modificando el equipo para permitir cambios de matrices más rápidos. Harley dio cursos de estadística a los proveedores para enseñar a los trabajadores cómo seguir atentamente pequeños cambios en el funcionamiento productivo de sus equipos. Este sistema alertaba cuando las máquinas comenzaban a trabajar fuera de tolerancia.
Para Harley y sus proveedores, los resultados han sido excelentes: Harley tiene beneficios otra vez. Debido al perfeccionamiento en la calidad de sus motocicletas, así como las técnicas de fabricación muy modernas, los costes de Harley por las reparaciones de garantía, los desechos y la reoperación de partes se ha reducido un 60%.
El programa de Harley mejoró lo que podría denominarse la infraestructura del sistema. Aunque dirigió algunos negocios a proveedores cercanos a sus fábricas, también disminuyó su número. Por ejemplo, unos tres cuartos de los proveedores de su planta de ingeniería de Milwaukee están ahora situados a un radio de 175 millas de la ciudad. La compañía ha reducido la necesidad de existencias de seguridad -inventarios mantenidos como seguro ante averías en el transporte- solamente reduciendo las distancias desde sus proveedores.
Fuentes: Management Accounting (September 1990): 61-62; y Industrial Management & Data System, 90, nº 3 (1990): 12-17.
El Just in Time introduce flexibilidad al sistema de producción en masa fabricando solo lo que se necesita en el momento que se necesita. La programación se realiza en la línea de montaje final y cada centro de trabajo pide al centro de trabajo anterior solo el número de piezas que necesita para seguir el proceso productivo, es por eso, por lo que el sistema Just in Time es un sistema pull porque cada centro de trabajo posterior pide al anterior las piezas que necesita para realizar la producción.
Condiciones para la implantación de un sistema Just in Time.
- Calidad perfecta. El Just in Time intenta que solamente se produzca aquello que se necesita en el momento en que se necesita, por ello es necesario que todo lo que pase a un centro de trabajo tenga la calidad adecuada. El control de calidad realizado por un departamento especializado es rechazado por el Just in Time. Según el Just in Time la calidad se fabrica no se controla, por lo tanto, serán los mismos operarios los encargados de garantizar la calidad de sus productos. Para garantizar la calidad se utiliza maquinaria con control automático que avisa si el utillaje (piezas) ha sido mal colocado. De esta manera se garantiza que tanto la máquina como el operario van a ser capaces de detectar los posibles fallos.
- Máquinas de uso general. Que permitan la fabricación de diversos modelos con el fin de dotar al sistema de flexibilidad.
- Operarios polivalentes. El Just in Time utiliza operarios que sean capaces de realizar diferentes tareas con el fin de poder adaptarse a los cambios que se produzcan en la demanda, es decir, para conseguir mayor flexibilidad. En el Just in Time los operarios tienen que ser capaces de utilizar diferentes máquinas, de realizar tareas de mantenimiento de las máquinas, de llevar ellos mismos el control de calidad, e incluso de hacer sugerencias con el fin de mejorar el proceso productivo.
- Reducción en el tiempo de preparación de la máquina. Con el Just in Time se reduce al mínimo el tamaño del lote, siendo lo ideal el lote unitario, esto dota de flexibilidad al sistema porque solo fabricamos aquello que demanda el cliente, pero se cambia el utillaje de las máquinas constantemente, eso hace imprescindible que el Just in Time intente reducir el tiempo de preparación de la máquina con el fin de que el cambio de modelos no suponga un incremento en el tiempo de fabricación.
La reducción en el tiempo de preparación de la máquina se consigue de diversas maneras:
1) Mediante el exceso de capacidad.
2) Hacer todas aquellas operaciones de preparación mientras la máquina está en marcha, y solo las que sean necesarias cuando la máquina está parada.
3) Pedir ayuda a los operarios. Esto es fácil en el Just in Time porque utiliza una distribución en planta en forma de U.
4) Colocando los diferentes utillajes de la máquina cerca de esta, para evitar el tiempo de transporte del utillaje.
- La distribución en planta de las máquinas en forma de U. (Calidad de trabajo). Págà 358 (Dibujo).
El Just in Time es un sistema de planificación de la producción en masa, por lo tanto, la línea de montaje sigue con flujo secuencial, por tanto, la entrada en la célula de trabajo es secuencial y las salidas también, en cambio, dentro de la célula de trabajo el flujo se adaptará a las necesidades porque lo que se trata en cada una de las células de trabajo es de utilizar al máximo el trabajo de los operarios y no el trabajo de las máquinas como ocurría en el sistema de producción en masa tradicional.
- La mezcla de productos modelos. El Just in Time fabrica solo aquello que se necesita en el momento que se necesita por eso es necesario que se fabriquen diferentes modelos a la vez con el fin de reducir el tiempo de fabricación se reduce el tamaño del lote, esto obliga a reducir el tiempo de preparación de la máquina.
- El autocontrol. Los operarios tienen que ser capaces de realizar su propio control, tienen que realizar el mantenimiento, tienen que llevar a cabo el control de calidad de sus productos y tienen que ser capaces de mejorar el sistema productivo de la fábrica mediante los círculos de calidad, el buzón de sugerencias u otros medios que hagan llegar a la dirección de la empresa, mejoras que faciliten la producción o que faciliten el trabajo de los operarios.
EL SISTEMA KANBAN
El sistema de información que utiliza el Just in Time, también se denomina el sistema de tarjetas porque lo que utiliza eran tarjetas que se pegaban en los contenedores de materiales y que se despegaban cuando estos contenedores eran utilizados para asegurar la reposición de dichos materiales.
Existen 2 Kanban o dos tarjetas:
A. De movimiento o transporte.
B. De producción.
A. Autorizan el transporte de un contenedor de materiales desde el almacén de productos terminados de un centro de trabajo al almacén de materias primas del puesto de trabajo posterior.
B. Autoriza la producción de los materiales que acaban de ser transportados.

ACTIVIDAD 3
Fabricados para no durar
Chip instalado en una impresora diseñado para registrar el número de impresiones y enviar una señal de error al usuario al llegar a un número determinado.
2. ¿Quiénes crees que son los beneficiados de este hecho?
3.¿Quiénes serían los perjudicados?
4. Teniendo todo esto en cuenta, ¿es la obsolescencia programada positiva o negativa para la sociedad?
Vídeo de YouTube
Vídeo de YouTube
- Realiza un esquema del proceso industrial del atún, señalando cada una de sus fases y los productos que se obtienen.
- Cada una de las fases del proceso utiliza una tecnología. Indica las que se basan en el factor trabajo y las que son intensivas en capital, ¿hay alguna completamente automatizada? ¿significa que no hay ninguna intervención humana?.
ACTIVIDAD 8
DESCRIBE EL PROCESO PRODUCTIVO
ACTIVIDAD 4
Leciñena, el fabricante de remolques a medida AGO 2018
Desde su creación en 1965, la firma aragonesa ha vendido más de 80.000 vehículos a clientes de todo el mundo. Tras superar un concurso de acreedores, su plantilla creció un 38% y sigue trabajando para reducir los plazos de entrega
Modelos de remolque y semirremolque de la compañía listos para su distribución. Leciñena
El fabricante de remolques con sede en Utebo, a 15 minutos de Zaragoza, comenzó a comercializar en 1975 el eje que lleva su nombre y que se ha convertido en uno de los referentes del mercado. En sus más de 50 años de existencia han distribuido más de 80.000 vehículos.
Sin embargo, el boom del eje Leciñena propició que desde el principio comenzase a competir con las grandes firmas nacionales. Más de 70.000 vehículos han incorporado este tipo de complemento, que soporta hasta una carga de 13.000 kilos cada uno. Aun así, en Leciñena apuestan por la humildad y por no destacar ninguno de sus productos. “Nuestra filosofía es que el orgullo generalmente no corresponde con el más vendido, producimos bajo demanda y nos identificamos con la palabra proyecto”, afirma Fernández Alba.
Lo cierto es que, a pesar de la fama de su eje, Leciñena cuenta con otros hitos en su historia. En 1996 fue una de las primeras firmas españolas que basó la fabricación de vehículos en el aluminio como elemento resistente. Y en 2002 fue el primer fabricante de Europa que implementó el configurador SAP –un software que permite a las empresas optimizar y gestionar mejor sus recursos–, lo que posteriormente sería copiado por su competencia.
Leciñena cerró el balance de 2017 con un aumento del 32% de su facturación, hasta alcanzar los 8,4 millones de euros. Además, tras abandonar el proceso concursal y pasar a manos de la sociedad Melgasal, incrementó su plantilla en un 38,4%, hasta los 80 trabajadores. También se produjo un cambio en la directiva tras la adquisición por parte de Melgasal, y afectó a la estructura organizativa, buscando aumentar la agilidad en la toma de decisiones y hacer más eficiente a la plantilla. El año pasado, la firma aragonesa fabricó 232 vehículos y, entre sus previsiones, esperan aumentar la producción en un 50%.
Uno de los conocidos ejes Leciñena en funcionamiento.

A pesar del buen momento, Fernández Alba recuerda los años de la crisis financiera como los peores de la historia de la compañía. “La afrontamos en un momento de inversión expansiva, con inversiones importantes en tecnología, desarrollo y entrando en nuevos mercados”, comenta el director general. “Todo ello hizo que el ajuste necesario fuera más complicado; de nosotros dependían más de 370 familias, directa o indirectamente, y eso pesó mucho en la toma de decisiones”, asegura.
La compañía aragonesa, sin embargo, supo reponerse. Con la exigencia que conlleva para el modelo de negocio la transformación digital, Leciñena ha ido adaptándose poco a poco a las necesidades de sus clientes. No fabrican en cadena, sino que cada remolque o semirremolque está personalizado, algo que Fernández Alba señala como una de las fortalezas de la marca. Además, ha sabido diversificarse buscando otras oportunidades.
 Vehículo con remolque de transporte pesado.
Vehículo con remolque de transporte pesado.
Los hitos 1975. Comienza la fabricación del popular eje Leciñena, con un soporte de freno de tambor de 22,5 pulgadas, conocido en un primer momento como eje P-200.
1986. La compañía inaugura la fábrica de ejes para remolques y semirremolques de transporte pesado, de los que se han vendido 140.000 piezas desde entonces.
1998. Empieza la producción del primer eje con freno de disco para llantas.
2017. La sociedad Melgasal Invest se convierte en propietaria de la marca para dar continuidad a su amplia trayectoria y aprovechar su reconocimiento en el sector.
En los primeros meses de 2018 comenzó la adaptación de autobuses a través de su división Lecibus, que ya trabaja como proveedor oficial de empresas locales como el grupo Agreda y el grupo Avanza.
Tampoco descuida el mercado global. Entre sus planes de expansión, la compañía ha puesto sus miras en aumentar las exportaciones en el mercado europeo, siendo Francia, Bélgica y Holanda los principales países en los que espera crecer. “Igualmente, África y América del Sur son claves en nuestro plan estratégico”, reseña el director general. Con su estrategia, Leciñena pretende triplicar su producción en los próximos tres años. La apuesta por expandirse en mercados foráneos cuenta, además, con un aliciente que invita a pensar con optimismo que las expectativas de la empresa van por buen camino: cero incidencias en vehículos exportados al extranjero.
Otro de los objetivos de la empresa para continuar con su tónica ascendente es reforzar la calidad del servicio al cliente. Para ello, siguen trabajando en reducir los plazos de entrega de los productos, que oscilan entre los 60 y 90 días incluyendo la fabricación. Esto también disminuirá el desfase entre pagos y cobros, que actualmente puede llegar a 120 días entre ambos movimientos.
Consciente de que su compañía atraviesa por un buen momento, Fernández Alba cuenta una anécdota que permite hacerse una idea de la satisfacción de sus clientes. “Recuerdo con especial interés a un cliente francés, muy exigente, el cual nos pidió una góndola con especificaciones muy técnicas”, rememora el director general. “Cuando vio el vehículo, lo primero que dijo fue: ‘No me puedo creer que hayáis mejorado lo que tenía en mente”, relata satisfecho el ejecutivo.
Juan Fernández Alba, director general de Leciñena.

1¿Ha superado Leciñena su consurso de acreedores?
2¿Dónde tiene su sede Leciñena?
3¿Su producción es en serie o bajo pedido?
4¿De qué empresa es propiedad Leciñena?
5¿Cuántos son los trabajadores de Leciñena?
6¿Qué diversificación lleva a cabo en 2018?¿Qué clientes consigue gracias a su nuevo departamento?
7¿Cuál es el plazo de entrega?
ACTIVIDAD 10
ACTIVIDAD 20
ACTIVIDAD 30
ACTIVIDAD_S 80
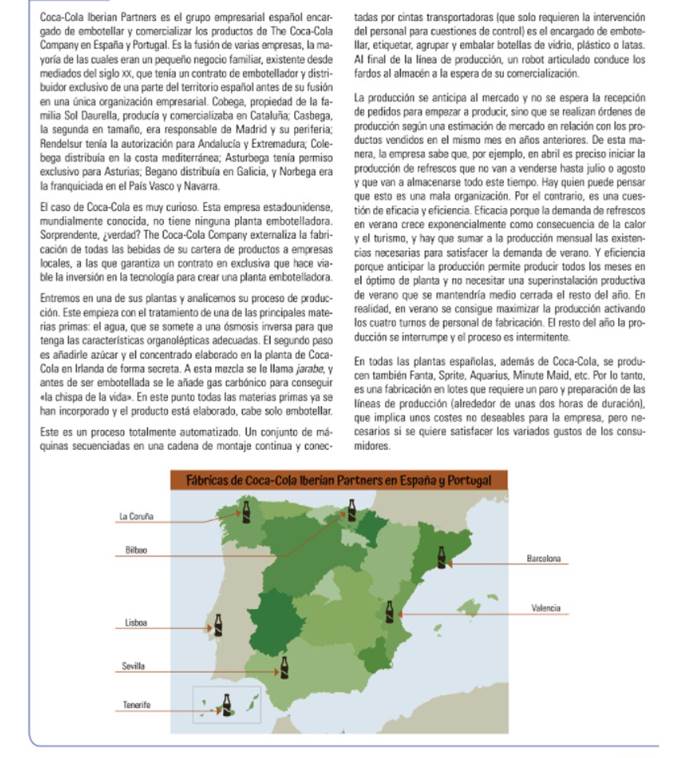
1¿Qué actividad lleva a cabo Coca-Cola Iberian Partners?
2¿Qué empresas se han fusionado?
3¿Cómo gestiona el embotellado The Coca-Cola Company?
4Describe el proceso productivo
5¿Qué tipo de proceso productivo es?
6¿Su fabricación es bajo pedido?
7¿En qué aspectos basa su estimación de la producción?
8¿Qué otros productos fabrican?
JUEGO 1
JUEGO 2

JUEGO 4
JUEGO 6
JUEGO 8
JUEGO 10
JUEGO 12
| EMPRESA | PROYECTO EMPRESARIAL | MÁRKETING | ATENCIÓN AL CLIENTE |
| CANAL EMPRESA | CANAL EMPRENDEDORES | CANAL MK | CANAL MK |
|
 |
 |
 |
| PRRLL | EMPLEO PÚBLICO | TRABAJO | |
| CANAL RRHH | CANAL OPOSICIONES | CANAL BÚSQUEDA DE EMPLEO | |
 |
 |
 |
 |
| COMUNICACIÓN | SEGURIDAD SOCIAL | RETRIBUCIONES Y SALARIO | PARTICIPACIÓN Y NEGOCIACIÓN |
| CANAL COMUNICACIÓN | CANAL SEGURIDAD SOCIAL | CANAL SALARIO | CANAL NEGOCIACIÓN COLECTIVA |
| GESTIÓN TRIBUTARIA | GESTIÓN FINANCIERA | BOLSA | |
| CANAL TRIBUTACIÓN | CANAL FINANZAS | CANAL BOLSA | CANAL PELÍCULAS |
 |
 |
 |
 |
| PRODUCCIÓN Y APROVISIONAMIENTO | LOCALIZACIÓN | SIMULACIÓN | CONTABILIDAD Y EMPRESA |
| CANAL PRODUCCIÓN | CANAL LOCALIZACIÓN | SIMULACIÓN | CANAL CONTABILIDAD |
 |
 |
 |
 |